 CN
CN EN
EN


全国咨询热线:18666898888(蔡先生)
15050236601(吕小姐)
1. TD处理技术原理
TD处理是Thermal Diffusion Carbide Coating Process(热扩散法碳化物覆层处理)的简称,是将模具或工件置于特种熔盐介质中,在900℃-1040℃介质环境下,使其表面形成6-15μmVC(碳化钒)皮膜的过程。
2. TD处理技术特点
TD处理覆层具有极高的硬度并且与母材之间冶金结合,经大规模生产实践证明,这种覆层具有极高的耐磨性、抗咬合及耐腐蚀等性能,能延长模具及工件寿命数倍至十倍,具有极高的经济价值。
3. SHX-TD处理与传统TD的技术差异
三和兴引进北美尖端高科技TD处理技术,通过不断艰苦研究和生产实践,在无数的实践中锤炼,使TD处理技术不断成熟,形成了一套拥有自己核心技术的技术体系。
·进口设备的热效能优于国内目前水平,降低了模具变形的风险;
·熔盐介质中加入的稀土元素令模具表面的VC皮膜更加均匀且与基体的结合更强;
·处理工艺的改良使TD处理过程中不产生有害物质,响应国家的环保要求;
·模具使用寿命得到显著提升,产品质量更加稳定。
4. TD处理工艺对模具或工件的要求
来料模具或工件需使用合适的材料:常规高合金冷作模具钢,如Cr12Mov(国际)、SKD11、FT33、KD115、DC53、D2、A2、SLD、SLD-Magic、XW-42、ASSAB88等。
模具或工件需要经过正规的热处理:真空淬火1010℃-1030℃,至少490℃-530℃高温回火2次,每次到温后至少保持3小时。
模具或工件须无与TD处理工艺相冲突的表面处理:如氮化、镀硬铬、镀钛、PVD等。
TD处理前模具或工件工作面光洁度要求:Ra<0.8μm。
对存在焊接的来料模具或工件要求:选择含碳量>0.5%高碳高合金钢焊条于400℃左右的箱式炉中进行焊接并且焊接完成后需要进行500℃左右去应力回火操作。
5. TD处理后技术指标
VC覆层皮膜维氏硬度:2500-3800HV;
VC覆层皮膜厚度:6-15μm;
经TD处理后母材洛氏硬度:58-62HRC(视被处理材料而有所区别),经TD处理后模具或工件尺寸,变形量≤0.03%(根据模具或工件的种类和尺寸略有区别),模具或工件因为TD处理导致开裂现象暂无。
6. TD处理后机械性能指标
TD处理后皮膜耐磨性强于超硬合金;
TD处理后皮膜耐剥离性强于PVD、CVD及镀硬铬等表面处理工艺;
TD处理后皮膜耐腐蚀性强于不锈钢;
TD处理后皮膜抗氧化性强;
多次淬火后其皮膜结合力与硬度均不受明显影响;
TD处理后工件从高温状态回到常温时,可以恢复到原常温性能。
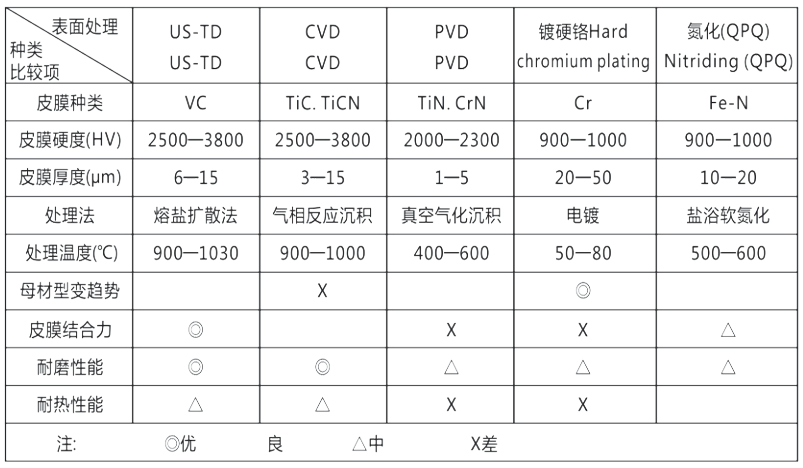
7. TD处理工艺与其他表面处理工艺性能对比(仅供参考)
8. TD处理应用场景
不锈钢成型、钢管成形、弯曲模、冷挤压模具、折弯模具、 拉伸凹模、冲孔冲头冷锻、热锻、冷轧辊成型、压铸铸销、切刀片、精冲模、扩管模、液压成型模具以及任何其它产生易磨损、拉伤或粘附的场合。
